
上传时间:2013-12-11 13:49:00

柔性版印刷工艺流程与计价
柔版印刷工艺流程是:

一、柔性版印前工艺流程:
 1、
1、
印前图像处理注意事项:
(1)连续调高光部分调幅网点 特别是10%以下网点,相应变换为调频网点,以防印刷时,由于小网点无法站立而出现硬边现象。
(2)连续调暗调部分网点 特别是90%以上网点,相应变换为调频网点,层次感好,以防由于调幅网点的增大造成糊版、无层次现象的发生。
(3)调幅网点角度的变换 与平版印刷相应色的(C、M、Y、B)角度,柔印胶片的网点角度差是±7.5°。
(4)在出片前对印版进行变形补偿的工作: 由于柔性版材的特点是具有弹性。当它安装到圆柱形滚筒上之后,柔性印版延印刷方向(圆周方向)的尺寸被拉伸变长,而延滚筒轴线方向的尺寸基本不变形,在印刷压力的作用下,这种变形,还根据印版厚薄;贴版用双面胶带的厚薄;印版滚筒的曲率半径;图文与非图文面积之比;而产生不同伸长变形率,见图6—9。因此,在印前输出正阴胶片时,进行伸长尺寸的补偿计算就显的极为必要:
杜邦缩版经验公式: 变形率% = 1- K/R X 100%
K——印版伸长量
K = 2πd = 2π(印版总厚度–聚脂支撑膜厚度)mm
R——印品最终得到的的复制长度
R = 2π(r + b + c)
= 2π(印版滚筒半径+双面胶带厚度+印版厚度)]mm
通常K值是版材公司给定的一个常数,不同厚度版材K值不同。
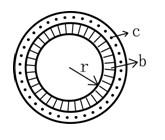
图6—10 柔印版滚筒r、双面胶b、印版厚度c的关系图
表6—14 不同厚度Cyrel版与K值的关系
|
版材厚度(单位/mm) |
1.14 |
1.7 |
2.28 |
2.54 |
2.72 |
2.84 |
3.18 |
3.94 |
4.31 |
4.70 |
6.35 |
|
K值(单位/mm) |
5.99 |
9.90 |
13.57 |
15.16 |
16.28 |
17.08 |
19.15 |
23.94 |
26.34 |
28.73 |
39.10 |
2、柔性版材的选用:
如图6—10 柔性版材的特征是柔软可任意卷曲,有一定的透明度,厚薄不一、硬度不等的高分子感光树脂材料。在柔性版印刷的过程中,要根据不同的材质、不同的图文网点结构、不同的油墨特征选择柔性版材,其选用方法如下:
(1)根据图文结构选用:连续调网线版与文字印版,宜选用肖氏硬度高、弹性小的版材。印刷实地色块印版,宜选用弹性略大,肖氏硬度略低的版材。
(2)根据承印物表面光洁程度选用:表面光洁的承印物,选用肖氏硬度较高的版材;表面粗糙的承印物选用肖氏硬度捎低的版材。
(3)根据承印物的弹塑性选择:为了保证油墨转移性良好,承印物弹性大,版材要求较厚,柔印版材肖氏硬度下降,承印物弹塑性小,版材厚度较薄,印版肖氏硬度相应增大。
(4)根据选用的油墨种类选用相应的版材,以免产生不必要的化学反应。

图6—11 柔性版材样品
3、贴柔性版用双面胶带的正确选用:
双面胶带的作用是将感光树脂柔性版粘贴在印版滚筒上。常用的双面胶带主要有美国的3M公司产品,其材料的品种多样,结构主要分为基材层、胶粘层、保护层,见图6—12。基材层是决定贴版胶带厚度及其性能的重要组成部分。基材层的选用分类如下:
(1)薄膜类:肖氏硬度一般为90,弹性好,且均匀,用于较薄的双面胶带。
(2)泡棉类:基材密度不同,应用范围不同,低密度双面胶带,具有丰富的回弹力,专门用于高质量网点版印刷和文字、线条版的印刷;高密度双面胶带,回弹力小,印迹实在,主要用于实地版的印刷;中密度胶带,回弹力介于两者之间,可兼顾实地版和网线版。
(3)纤维类:一般用于表面粗糙的承印物印刷时贴版用双面胶带。
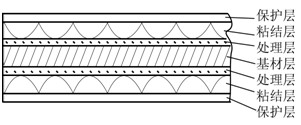
图6—12 双面胶带结构图
二、柔印版加工计价分析:
近十余年随着柔印技术的不断发展,以及数字技术在柔印中的应用,给柔印产品带来了前所未有的扩展领域。由于柔印版材的感光特性,其柔韧度用肖氏硬度表示,以杜邦塞丽柔印版材为例:曝光前12~61度之间,曝光后34~82度之间,柔印版厚度在0.64~3.18mm之间,参数匹配(见附表1)。从表中可知,柔性版的制版方法复杂多变,版材品牌(生产厂家)不同,版材厚度不同,版材肖氏硬度不同,加工价格相差甚远,柔版的版材以(元/cm2)计,普通制柔版与数字制柔版存在不少差距,柔印技术也不似平印技术来得那么成熟,柔印还是一个有待不断发展 完善 再发展 再完善的过程,这些因素都构成了柔版印刷计价的许多不确定性。根据近两年的资料显示,目前发达国家:例如美国、英国、日本等国,在柔印技术领域,均已占包装印刷产品市场份额至少15%以上,美国已达60%以上。而中国目前还不足5%。从柔印的环保理念而言,无论是采用油墨的无毒安全性能,还是在印刷与印后联机加工带来的节省时间与材料的环保效益,柔印技术都符合社会的发展。随着柔印技术的不断发展与市场更为广泛的应用,其价格体系也会日趋完善。
目前柔印版的制版参考价为:
表6—15 柔 印 版 制 版 计 价
|
制 版 方 法 |
普 通 制 版 |
数 字 制 版 |
备 注 |
|
制版费用(元/cm2) |
0.25~0.35元 |
0.35~0.55元 |
视网版与实地版及其它因素而定 |
|
基本价 (元/块) |
250元 |
500元 |
|
从目前平印、凹印、柔印的制版费用比较而言,相同印刷质量,在同面积情况下,如果平版制版费用是200元/套,则柔印版在5000元/套左右,而凹版费用达10000元/套元以上。因此就印刷品综合加工费用的性价比较,这三类印刷方式各自优势区域分析如下:
1、平版印刷
当印数在30000以内时,性价比较优,但印后无联机加工,使印后的加工工序在加工上,易产生耗时长、设备调节用材料浪费大的现象。
2、柔版印刷
当印数在30000以上时,性价比合算,如果采用柔印的机组式印后联机加工,无论是时间上可占居优势,还在印后各工序调试机器的材料损耗上,有了明显的经济效益。因此印后工序越多性价比越高。
3、凹版印刷
凹版印刷在印数达10万以上时,才能达到一个合算的价位。凹版印刷也极少有印后联机加工工序,且印后工序与平印概念的印后加工工序有所不同,凹版印刷多以食品类封口包装为主。
三、柔性版印刷工艺流程:

由于柔性版印刷是使用具有弹性凸起的图像印版,依靠双面胶带贴附在印版滚筒上,通过有网穴的金属(陶瓷)网纹辊,由刮墨刀控制输墨量,将油墨传递到柔印版,再转印到承印物上的一种直接印刷方式。因此,网穴体积的大小;网纹辊的材质;网纹辊网穴加工的参数;以及网纹辊线数与印版线数的匹配,都对输墨量的产生影响,进而影响印刷质量。在印刷中,网纹辊的选用,对产品质量的影响至关重要。
通常选用网纹辊的依据为:
1、根据图文结构选择:
(1)以网点及细小文字为主的印品:选择网纹辊线数较高的网纹辊,转墨量低:
(2)以大面积色块及粗体字为主的印品:选择网纹辊线数较低的网纹辊,转墨量高。
2、根据承印材料选择:
(1)承印物表面粗糙,吸墨量大:选用网纹辊线数较低的网纹辊:
(2)承印物表面光洁,吸墨量小:选用网纹辊线数较高的网纹辊。
3、根据印版的网线数选择:
(1)一般规定: 加网线数 = 1/4网纹辊线数
即:加网线数与网纹辊线数之比为1:4,也可更高些。
以150线/m网线实地版为例/ 选用600线网纹辊。其供墨情况如图6—13网穴供墨图 所示: 即16个网穴同时给100%的实地版供墨。其每个网穴承担6.25%的油墨供应量。
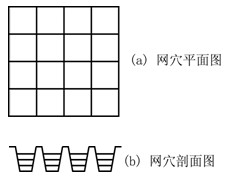
当网线版网点为6.25%时,网纹辊刚好有一个网穴完整的向它供墨。而小于6.25%网点时,网穴供墨变化异常,需选择更高线数的网纹辊。据此分析,图像网点面积大小与网纹辊网穴大小的配比就显的非常重要。
当以高光调为主的连续调图像印刷时,满足网线版线数与网纹辊线数之比1:4或更高比例。当连续调以暗调为主的图像印刷时,满足网版线数与网纹辊线数之比1:3或更低。
通常满足不等式: 图6—13 网穴供墨图
图6—13 网穴供墨图
4.根据不同的输墨系统选择网纹辊的网穴结构:
柔性版印刷机的输墨系统中网纹辊的网穴结构对输墨量的大小以及输墨的控制,起着决定性的影响。由图6—14网纹辊的网穴结构可知,四棱台型与六棱台型的储墨量要大于四棱锥型与六棱锥型的储墨量,适用于刮墨刀——网纹传墨辊的输墨系统;四棱台型与六棱台型的网穴适用于橡胶墨斗辊——网纹传墨辊的输墨系统。

图6—14 网纹辊的网穴结构图
(1)橡胶墨斗辊——网纹传墨辊的输墨系统
由于橡胶墨斗辊对网纹传墨辊的磨损比刮墨刀要轻些,且通过调整两辊间压力,使网纹辊表面可附加一层油墨,对网穴体积储墨量小而形成合理补偿。因此宜采用四棱锥形网穴结构的网纹辊。
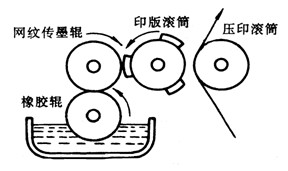
图6—15 橡胶墨斗辊——网纹传墨辊的输墨系统
(2)刮墨刀——网纹转墨辊的输墨系统
于刮墨刀的作用,理论上网纹辊表面不再有油墨。为了保证网穴容积够大,利于印刷时墨层厚实,宜采用四棱台或六棱台形网穴结构的网纹辊。
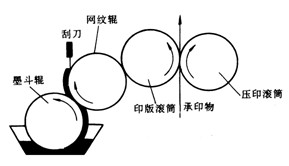
图6—16 刮墨刀——网纹传墨辊的输墨系统
5.根据网纹辊材质的不同,加工方式的不同,选择网纹辊:
(1)金属镀络网纹辊:由于耐磨性差,不宜用于高网线版与长版活印刷,但传墨与释墨性好,加工价格便宜。主要加工方式为机械雕刻与电子雕刻。
(2)激光雕刻陶瓷网纹辊:如图6—17由于耐磨好,耐热性能好,传墨与释墨的宽容度大,适宜印刷高品质的不同层次类网线版,但价格较高,使用寿命长,足以弥补额外的成本支出。
(3)喷涂陶瓷网纹辊:耐磨性与耐热性能都好,与激光雕刻陶瓷网纹辊相差无几,但传墨与释墨量一般,网穴易堵塞,只适宜低网线版的印刷,应用时注意清洗与保养。
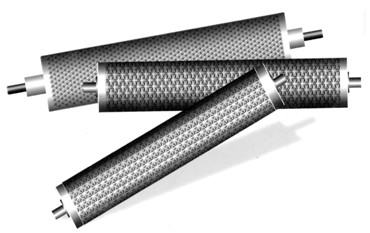
图6—17 激光雕刻陶瓷网纹辊
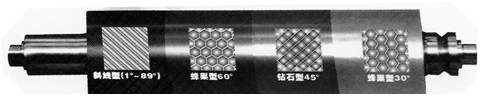
6.根据释墨量多少、油墨粘度,使用不同输墨系统,选择合适的网穴角度:
如图6—19,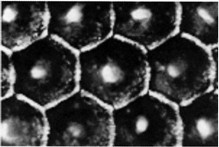
a、相对而言,同等面积用正六边形60°角排列,网穴数 量可多达近15%,传墨量更多。
b、涂布或上光用陶瓷网纹辊,由于油墨粘度较大,网穴以30°角排列的网纹辊较适于传输粘度较高的光油。
c、橡胶墨斗辊——网纹传墨辊输墨系统(双辊式),在印刷实地,线条及文字版时,采用30°角网穴排列方式效果更好。
图6—18 网穴角度图
图6—19 不同角度与不同网穴的网纹辊配置样板
四、柔性版印刷机型的工艺特征与选择:
1、柔印机的机组式机型特征与选用原则:
柔印机的机组式机型自动化程度高,在印后加工的联机操作上有很大优势。可根据用户的需要,配置如上光、烫金、压凸(凹)、丝印、模切、排废等功能。从印刷到印后加工程序一次性完成,废品率低,适宜批量少、程序多、交货急的印件。特别适用于商标、不干胶标贴、及不干胶的胶面印刷、折叠纸盒、烟包、瓶贴、药盒、保健品盒、化妆品包装、纸袋、礼品袋。包装袋、塑料软包装、食品、药品袋等。
2、柔性版机组式工艺流程是:
 3、柔印机的卫星式机型特征与选用原则:
3、柔印机的卫星式机型特征与选用原则:
柔印机的卫星式机型自动化程度高,套印精度好,印速快,适宜于塑料薄膜类伸缩性影响较大的承印材料。在印后联机加工中,目前主要采用印刷、复膜的联机工艺的生产形式。
4、柔性版式卫星式工艺流程是:







