您当前所在位置:首页 > 绿色低碳包装 > 工艺技术 > 正文
原纸涨价利好缓冲包材|一起来了解EPE缓冲包材生产工艺
日期:2017-07-08 09:33:29 点击:1853次
EPE是一种具有高强缓冲、抗震能力的新型环保发泡材料 ,它柔韧、质轻、富有弹性,能通过弯曲来吸收和分散外来的撞击力,达到缓冲的效果,同时EPE具有保温、防潮、隔热、隔音、防摩擦、抗老化、耐腐蚀等一系列优越的使用特性,加入静电剂后具有显著的防静电性能。EPE还是一种可以回收的环保材料。EPE除用于包装外,还可用于建筑、机电工程等领域。
因EPE具有良好的加工性能,可根据不同要求设计任意形状(EPE异形加工),便于大规模作业。良好的抗冲击性和缓冲性等优点使得其广泛应用于高档家具、家用电器、仪器仪表、工艺礼品领域。
EPE珍珠棉原料主要使用了低密度LDPE树脂,加入一些辅料发泡而成。主要辅料有:发泡剂(煤气)、成核剂(滑石粉)、抗缩剂(单甘酯)。其他辅料有:红色母、白色母、黑色母、抗静电剂等。其生产流程是:
EPE有加重料和普通料之分,其主要配方如下:再生料与原材料的配比是根据再生料库存量进行使用,最高配比为1∶1,正常按3∶1配用(客户产品特别要求除外)。滑石粉与丁烷气的使用是根据产品密度与厚度进行配比进量。
如果要生产防静电EPE需加入抗静电剂和红色母,一般情况下我们将防静电EPE视为红色,但在特殊情况下防静电EPE也有黑色、蓝色或其他颜色。生产不同颜色的防静电EPE就需要加入不同颜色的色母如黑色母、蓝色母、红色母等,搅拌均匀后倒入发泡机进行发泡。发泡机发泡厚度一般为2~10mm,宽度一般为1~1.17mm。发泡EPE的密度一般为24~28kg /m3。24~26kg /m3之间为普通料,26~28kg /m3之间为加重料。特殊情况下也可以发泡30 kg /m3以上的料,我们称为特种料。
EPE的密度计算公式为:
开料重量(g)/体积(长×宽×高,mm3)×106=密度
2~5mm厚的卷材为100m每卷,5~10mm厚的卷材为65m每卷。
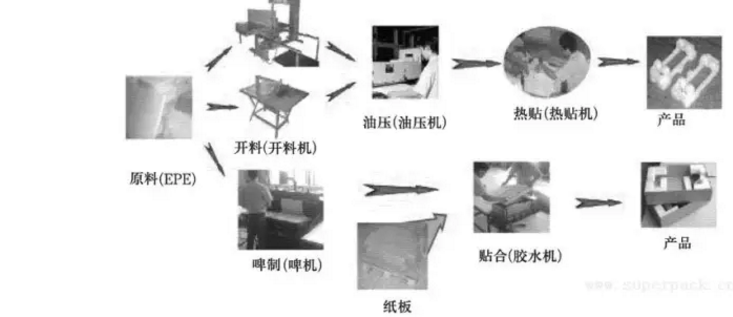
EPE生产工艺流程主要包括发泡、复合、裁片等过程,详见图2-3。
▼图2-3 EPE生产工艺流程
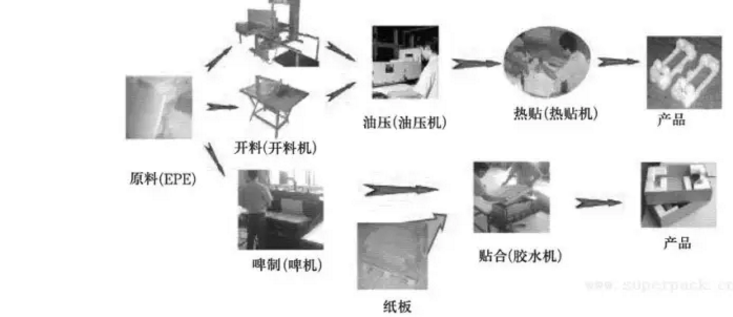
半成品出来后要进行下一步的成形加工,如油压、热贴、啤制等,见图2-4。
▼图2-4 EPE成型加工
1发泡
助剂:发泡剂、成核剂、稳定剂、着色剂、防静电剂。
能发泡0.5~12mm厚的卷材,一般发泡7~8mm,见图2-5,但须注意:
·发泡挤出时必然会产生波浪。
·可以通过添加防静电剂,生产防静电EPE。
·可以通过增加色粉调整颜色。
·常用的颜色一般为红色和蓝色,为方便区分,一般白色为不防静电EPE,有颜色的为防静电EPE。
2复合
复合指将薄的卷材复合成厚的片材。复合完成后需将片材放置4小时左右,使易燃的液化气挥发掉。复合机详见图2-6。例如要复合1000mm×2200mm×35mm的料,可选择卷材1000mm×6500mm×7mm复合5层再以2200mm长度切段即可。
▼图2-5 发泡工艺

▼图2-6 复合机

在复合选择卷材时首先要看卷材是否到复合期(卷材的储存时间冬天为15~20天,夏天为7~15天)。卷材发泡后里面有大量的煤气,要等到煤气挥发掉才可以复合,如未完全到复合期,强迫复合会导致起泡、脱层、烧焦、起火,影响品质的同时还会增加损耗。卷材中的发泡气体挥发干净,卷材物理性才能趋于稳定状态。
3开料
开料是指将复合后的片材开成较小的片材以便于油压,或者直接开成半成品送到后道工序贴合。开料机较简单。详见图2-7。
4油压
油压是指将片材按照刀模形状冲压成半成品,分为定位啤和非定位啤。定位啤边缘易产生弧度。非定位啤边缘无弧度。油压作业见图2-8。
▼图2-7 开料机

▼图2-8 油压工艺示意图

▼图2-9 弧度的产生

说明:弧度的产生(图2-9)
·自然状态EPE。
·EPE在受压后开始发生蠕变,中间的EPE外挤,两边成椭圆形状。
·变形到一定程度,刀模上的刀片刺穿EPE。
·去掉压力后,中间的EPE回缩形成弧度。
5贴合(热贴)
把粘贴面放在高温板上,让与之接触的部分熔化,并快速粘贴。厚度损失为5mm(热贴时被烫板烫掉)。热贴的特点是速度快、精度低。热贴作业详见图2-10。
6黏合
粘贴面涂上熔化的黏结剂,并进行粘贴。厚度损失为1.5mm。该工序的特点是精度高、速度慢,需要热熔胶且会产生胶丝。其作业详见图2-11。
▼图2-10 贴合工艺示意图

▼图2-11 黏合工艺示意图

7包装
用PE胶袋包装成品,便于后期回收。包装用袋及作业见图2-12。
▼图2-12 包装工艺示意图

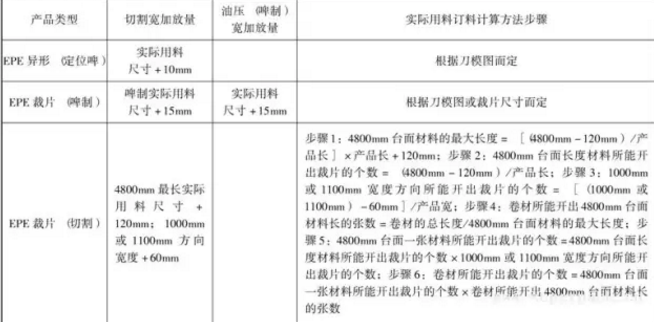
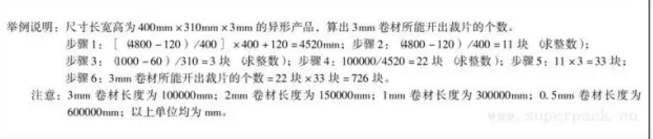
EPE材料在制造过程中一般是大批量生产,所以在加工成包装材料之前是有固定尺寸的片材,我们必须根据包装料的尺寸算出大概加工尺寸,这样才能正确得知所需材料的多少,便于生产。表2-3、表2-4、表2-5是几种常见的订料方法。
▼表2-3 订料参考一
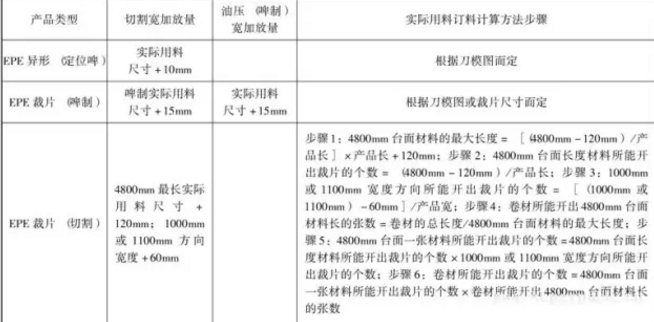
▼续表
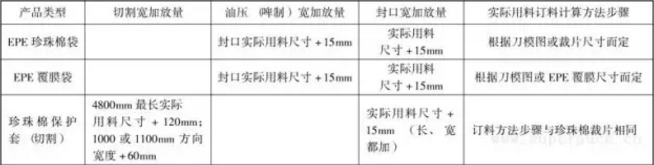
▼表2-4 订料参考二

▼表2-5 订料参考三
-
合兴 方正雕龙DL8500对开CIP
-
合兴 方正雕龙DL8500对开CIP
-
合兴 方正雕龙DL8500对开CIP
-
合兴 方正雕龙DL8500对开CIP