
上传时间:2013-3-17 14:16:00

模切工序作业指导书
1、目的:规范立式模切机操作工艺流程,保证模切工序质量。
2、范围:适用于福包公司内彩盒模切工序标准操作。
3、 职责:
3.1后工序组长负责按《制程派工单》向各机台下达生产作业任务并监督此文件的执行力度.
3.2操作主机手负责按当班组长下达的工作任务组织生产作业并严格执行此文件.
3.3操作副手负责配合主机手完成作业任务,并做好机台卫生整理工作.
3.4课长负责此文件的修改和有效性。
3.5品保人员对过程进行监控,品保课最终认定。
4、 安全要求及注意事项:
6.1 手动或点动机器,检查设备各部件是否正常;
6.2 检查转动部位的油位,加油,将过滤油泵转动两下,调整好相应的压力;
6.3 启动主马达,点动机器,无异常方可开动机器运行,运行过程中关上所有的防护罩;
6.4 机器出现异常时立即按下急停按钮开关再作处理(如:模切机在合机时严禁身体接触压切部位,严禁抢纸);
6.5 排除故障或调试或装版时应关闭机器电源操作;
6.6 离开岗位或开线时应关闭机器电源;
6.7 7S时关闭电源,清理机器内杂物时关闭电源;
6.8 非操作人员没经允许,不得在本机器逗留;
6.9 操作人员必须经过培训后方可上岗,特殊岗位须持有资格证书,严格遵守操作规程和各项制度;
6.10 非指定人员严禁操作启动机器。
5、质量标准
5.1外观检查——无出现啤走位、爆色爆角(折90度后小于或等0.8mm )、无上错纸张啤倒头、爆坑、掉刀、掉线、差线超线、上下线不齐(上下交错不超过1mm),无切割不良,压线位置居中(与样箱或图纸一致)、深浅符合要求,无破裂、断线、重线等缺陷,箱壁上无多余的压痕线(压痕宽度双瓦楞≤17mm,单瓦楞≤12mm)边缘不可爆刀。
5.2成箱效果——成箱后叠角漏洞直径不大于5mm,成箱后两盖对口离缝不大于3mm, 两盖参差不大于5mm.成品尺寸误差±1mm。
5.3 补正及压痕——查看裁切的纸板边沿断裂程度,根据压痕线断裂情况采用加垫或减垫介
纸调整(由轻到重缓慢调整不可一次调整过多),压痕检查将箱坯成型测试,各摇盖分别
折叠270度来回三次,里纸面纸无破裂。
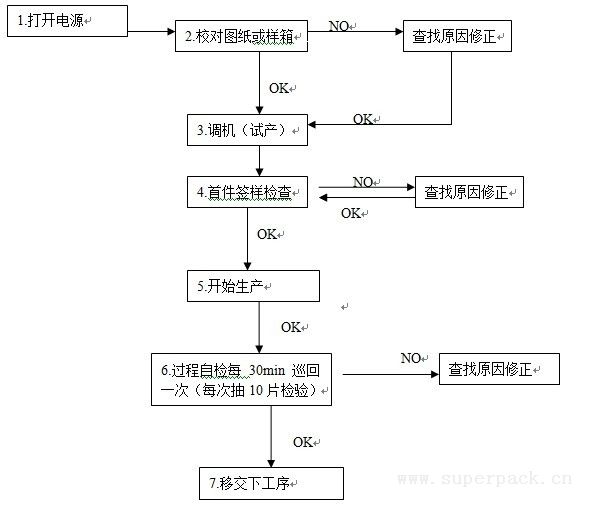
6、 操作流程
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6.1 操作前准备:
6.1.1润滑机器并检查各安全防护装置是否正常。
6.1.2根据《制程派工单》领取模版及模切的纸张。
6.1.3了解模切要求(如有样箱要查看样箱没样箱看图纸)确认裱好的纸张是否正确。
6.1.4检查模切版压痕刀线是否有弯曲变形、掉刀等不良情形,刀口应确保锋利等。
6.2.装版:
6.2.1开启模切机电源打开机器准备装版,然后关闭电源确保人身安全。
6.2.2装版时将模切版放在机器的锁版架上,然后旋紧两侧的固定螺丝使模切版安装牢固。
6.2.3调压力底纸:先选用合适厚度约300G的纸张一张贴在钢板上,纸张边缘靠上面的要与模切台面平齐,中间与两边用美工刀割一条1CM的开口,对准好机台台面操作面边缘的中心位置,再启动模切机试切一次,将贴与操作台面的纸张取出,看刀模模切在纸张上的刀线与暗线的刀痕压力,,痕迹不明显的地方要与补条或者用不干胶条贴上去增加纸张厚度,以达到增加刀线压力的效果.反复调试,刀线处要切断,暗线处要有压线痕.
6.2.4 刻版:选用550G灰底白一张,将白乳胶用纸片刮在机台台面上,面积约超出刀模板四周各5公分,再将灰底白纸正面向上贴在模切机台台面上,贴的时候要注意将空气要排出,不可起破,以免影响刻版效果,贴好后,放一张裱瓦过的纸张合上要台,压实约3分钟后再启动机器一次,机台打开后关闭模切机总电源,开始刻线,暗线的两边刻线,成为一条沟,宽度按产品纸张厚度来定(E浪以下宽度为2MM,B浪以上3MM),再将机台上刀线边缘多余的灰底白线割掉清除,注意留在机台上的刻版纸边缘用刀片以45度角削平,这样会减轻产品反面模切时产品正面与刻版纸张的压力痕。
6.2.5定位:根据模切尺寸将纵横定位找出,用海绵垫进行固定,海绵要粘牢固不能松动,以
确保模切出来的产品位置稳定。
6.3试机、首检:启动模切机电源,取1-3片箱坯进行试机模切,首先由操作员依照稿袋内图纸或样箱及制程制单对其进行首检,首检流程以5个以上质量标准进行操作,确定合格后交由工序组长(当组长不在时交由课长)再次检验确认,后再交由现场QC进行检查。三方共同确认合格后在首件上进行签名,并保存首件样品,完毕后可进行量产生产。如首检不合格需查找原因进行修正后再试机首检,直到合格后才可确认为首件。如该产品首款首次生产还要填写相应的《首件确认卡》。
6.4 模切:首件确认后量产,量产上纸时先确定纸张针位、拉规。作业员立于机台前右手拿取纸张对准定位放好,同时用左手将已切好的纸张拿出丢在接纸桌上。模切压痕完成后,副机手及时将边清掉,再规范的摆放到木垫板上(木垫板上面要先垫好废纸),产品不可超出木垫板太多,限制在5CM以内。生产的合格品每卡板要贴流动标识(要求标识填写要完整,工整,数量准确),并放置在半成品区域,且严禁良品和不良品摆放在一起或不同款的产品摆放在一起。
6.5 过程自检:在量产过程中操作员要时常自检,组长/主副机手每30分种对其进抽取5片样品进行巡回检验(以质量标准进行检验),发现质量问题应停机并关闭电源修正,并对其30分种以内的产品进行隔离标志,并要求全检挑出不良品,再进行标识放置在不良品区。
6.6 模切撕边或插孔:将模切后纸张放整齐,取适量由面往内拉除或插除模切边角料,注意避免撕破面纸或撕坏箱坯。
6.7清废料(由操作人员完成,组长进行监督其执行情况):
(1)每款产品完成时,要将废料清除干净,将正面朝上,摆板后检查粘条位色巴颜色相同方放入下工序。不良品不可用来做垫板用,应摆放在指定区域,以免后工序用错料,驳错等。
(2)凡完成一种产品改换另一种产品生产时,也必须将前一种产品的废品垃圾和次品清理干净,否则不得进行下一款产品的生产。当班未完成的尾数,应向下班进行交接。
(3)一种产品的废品在当款产品完成时,就必须对其进行统计后才可以报废或倒入垃圾车内。
6.8生产完成后:做好产品标识与工序清洁卫生和生产记录工作。生产完毕工序主机手在《福包彩盒生产流程挂牌》上“作业员”栏填写“完成数”,指定QC员进行检验,合格在“检验员”栏上签名,若检验不合格由QC贴上“不合格”标签,操作员拉其至相应的不良品区隔离。并对本班的产品质量进行分类统计合格品不合格品、废品数量。组长填写《生产日报表》交课长审核。要求每周定期对机器润滑部件加油一次,每天上下班对机器作清洁保养。
7、记录 〈生产日报表〉 〈制程派工单〉 〈首件确认卡〉





