
上传时间:2013-11-28 11:42:00

裱坑工艺中的纸板翘曲改善
裱坑工艺中的翘曲改善
裱坑纸板翘曲问题一直是长期以来困扰我司纸品质量的痼疾﹐它不仅影响成箱后的外形美观﹐而且会造成啤切走位﹐大大影响啤切的效率。造成纸板翘曲的因素包括材料﹑工艺﹑机器﹑乃至天气因素﹔特别是天气因素因变化不定而大大增加了解决此一问题的难度。通过长期的观察实验与研究分析﹐我们找出了个中的一些规律﹐相信可以为解决纸板翘曲提供一些新的思路。
一﹑纸板翘曲的界定及常见形态﹕
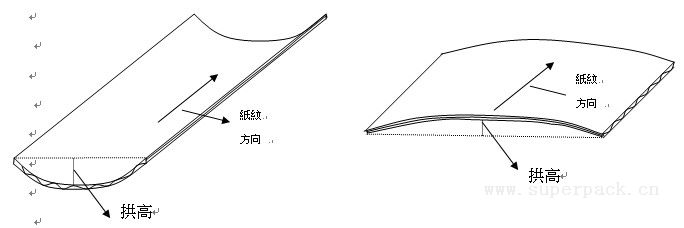
纸板翘曲是指纸板背离其正常平面形态的一种不良现象﹐通常表现为拱起和扭曲。
纸板翘曲通常有正翘﹑反翘﹑S形翘曲等几种形态。因我司的彩盒纸板系用彩纸同见坑纸或见坑纸板裱合而成﹐因而一般都表现为正面翘曲。正面翘曲又表现为如下图所示的两种情形。
二﹑造成彩盒纸板翘曲的原因分析﹕
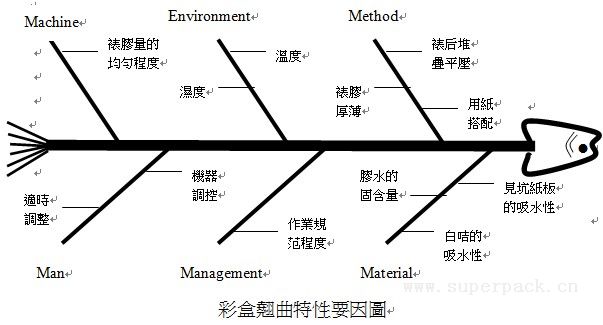
1﹑初步分析﹐对纸板翘曲产生影响的因素如以下特性要因图所示﹕
2﹑为了了解水份变化对纸板变形的影响﹐我们对白咭纸和纸板在吸收一定量的水份后的伸缩特性进行了测试分析。
试验一﹕白咭水份变化与尺寸变化的关系
|
试验用纸 |
65%RH8%WC 原测试尺寸 |
90%RH 15%WC 测试尺寸 |
较原尺寸 升长比率 |
40%RH 6%WC 测试尺寸 |
较原尺寸 收缩比率 |
65%RH 8%WC 测试尺寸 |
较原尺寸 收缩比率 | |||||||
|
CD |
MD |
CD |
MD |
CD |
MD |
CD |
MD |
CD |
MD |
CD |
MD |
CD |
MD | |
|
250g华丰纸 |
638.2 |
998.8 |
641.5 |
999.4 |
0.51% |
0.06% |
635.0 |
996.0 |
0.50% |
0.28% |
636.7 |
997.2 |
0.23% |
0.16% |
|
450g黑猫纸 |
637.4 |
999.0 |
639.2 |
999.7 |
0.29% |
0.07% |
634.4 |
997.3 |
0.47% |
0.17% |
636.8 |
998.7 |
0.09% |
0.03% |
|
250g山峰纸 |
468.9 |
622.2 |
470 |
622.5 |
0.23% |
0.04% |
466.9 |
620.8 |
0.42% |
0.23% |
468 |
621.5 |
0.19% |
0.11% |
|
270g3S纸 |
639 |
1000 |
641.7 |
1000.2 |
0.42% |
0.02% |
636.7 |
998.3 |
0.36% |
0.17% |
638.2 |
999.4 |
0.13% |
0.06% |
|
350g山峰纸 |
833.7 |
556 |
836.7 |
556.2 |
0.36% |
0.04% |
830.7 |
554.8 |
0.36% |
0.22% |
832.7 |
555.2 |
0.13% |
0.14% |
|
260g黑猫纸 |
735.5 |
455.5 |
738.6 |
455.7 |
0.43% |
0.04% |
731.9 |
454.8 |
0.49% |
016% |
734.3 |
455 |
0.16% |
0.11% |
备注﹕
1. RH指相对湿度﹐WC指水份含量。
2. MD是指横丝方向﹐C D是指顺丝方向。
3. 伸长幅度及收缩幅度的计算都是纸张水分后的变值除以原尺寸而得出的。
实验二﹕见坑纸板﹑瓦楞纸板水分变化对其尺寸的影响
|
试验用纸 |
65%RH8%WC 原测试尺寸 |
90%RH 15%WC 测试尺寸 |
较原尺寸 升长比率 |
40%RH 6%WC 测试尺寸 |
较原尺寸 收缩比率 |
65%RH 8%WC 测试尺寸 |
较原尺寸 收缩比率 | |||||||
|
CD |
MD |
CD |
MD |
CD |
MD |
CD |
MD |
CD |
MD |
CD |
MD |
CD |
MD | |
|
A9见坑纸板 |
362.1 |
464.2 |
365 |
464.8 |
0.80% |
0.09% |
361.4 |
463.5 |
0.19% |
0.15% |
362.5 |
463.8 |
0.11% |
0.09% |
|
K9见坑纸板 |
650.7 |
774.9 |
655 |
776.4 |
0.66% |
0.19% |
648 |
774 |
0.14% |
0.12% |
650.5 |
774.3 |
0.03% |
0.08% |
|
A3A纸板 |
453.9 |
732.9 |
456 |
733.9 |
0.46% |
0.14% |
453 |
732 |
0.20% |
0.12% |
454.8 |
732.8 |
-0.20% |
0.01% |
|
K3见坑纸板 |
554.7 |
834.8 |
558.7 |
835.8 |
0.72% |
0.12% |
553.4 |
833 |
0.23% |
0.21% |
555 |
834 |
-0.05% |
0.1% |
从以上实验数据可以看出﹕
a、 白咭纸﹑见坑纸﹑瓦楞纸板在吸收水分后都会出现伸长现象﹐吸收的水分越多﹐则其伸长的幅度越大。并且一般来讲﹐CD向的比率是MD向的10倍以上。
b、 白咭纸﹑见坑纸﹑瓦楞纸板将吸收的水分全部析出再回复到原来的水份含量后其尺寸会缩小但﹐但变化幅度相对较小。
c、 纸板在裱纸时吸收水分后﹐如遇到干燥天气情况﹐其尺寸会出现较大幅度的收缩。天气越干燥﹐收缩幅度越大。通过比较白咭纸同见坑纸及瓦楞纸板的收缩幅度﹐发现瓦楞纸板及见坑纸在天气干燥时的整体收缩幅度比白咭纸要小得多。这就是为什么彩盒纸板在天气干燥时总是表现为正面翘曲的原因所在。
三﹑改善方法
从以上分析可以看出﹐若能降低咭纸反面的吸水性﹐使用固含量较高的胶水﹐则纸板的收缩形变就会大大减少﹐因而收缩的差距也随之下降﹐纸板的翘曲就得以控制。若辅之以裱后迭压方法﹐再经过啤切工艺的话﹐纸板的翘曲就可以得到根本改善。
试验三﹕纸板吸水性对翘曲的影响
|
试验方案 |
裱出纸板的拱高(mm) | |||||
|
|
用纸 |
裱纸速度 |
胶水 |
30℃ 40% RH |
25℃ 65% RH |
20℃ 85% RH |
|
方案1 |
吸水性为60 g/m²的 350g山峰纸(褐底﹑吸水性为59%)+150g澳洲芯+250g恒丰K |
1000 |
赛达1101-A 胶:水=1:1.0 掺水后胶水含固量﹕24% |
18-22 |
15-18 |
8-10 天气潮湿 翘曲轻微 |
|
方案2 |
吸水性为29g/m²的 350g山峰纸(浅底﹑吸水性为29%)+150g澳洲芯+250g恒丰K |
1000 |
赛达1101-A 胶:水=1:0.6 掺水后胶水含固量﹕24% |
10-14 |
8-10 |
5-7 |
|
方案3 |
吸水性为9 g/m²的 350g山峰纸(浅底过油﹑吸水性为9%)+150g澳洲芯+250g恒丰K |
1000 |
赛达1101-A 胶:水=1:0.6 掺水后胶水含固量﹕24% |
8-10 |
3-5 |
0-3 |
分析﹕
方案1系采用现行EPSON彩盒的用纸配置﹐从测得的数据来看﹐空气湿度为40%RH时彩盒将出现较明显的翘曲。
方案2改用吸水性较低的浅底山峰纸并适当的增加胶水固体份含量后﹐出现了大幅度的改善﹐若再加上裱纸后堆压及啤切时的平压工序后﹐纸板翘幅度还会下降。此方案生产出来的彩盒可以为人客接受。
方案3﹐背面吸水性为9%任何同型纸都无法达到﹐因此不列入考虑范围﹐但在特殊情况下尚可做为应急之用。
试验四﹕胶水的固含量对纸板翘曲的影响
|
试验方案 |
裱出纸板的拱高(mm) |
备注 | |||||
|
|
| ||||||
|
|
用纸 |
裱纸速度 |
胶水 |
温度﹕30℃ RH﹕40% |
温度﹕25℃ RH﹕65% |
温度﹕20℃ RH﹕85% | |
|
方案1 |
吸水性为60 g/m²的350g山峰纸(褐底)+150g澳洲芯+250g恒丰K
|
1000 |
赛达1101-A 胶:水=1:0.6 掺水后胶水含固量﹕24% |
18-22 |
15-18 |
8-10 |
目前EPS采用的工艺。 |
|
方案2 |
1200 |
黄胶 不掺水 含固量﹕17.4% |
25-35 |
16-22 |
12-16 |
| |
|
方案3 |
1200 |
日本白胶 不掺水 含固量﹕37% |
15-20 |
12-15 |
5-7 |
成本太高且不适合批量生产 | |
此方案的目的在于验证固体份含量的高低对纸板翘曲幅度的影响﹐从以上实验结果可以看出﹐固体份含量越高﹐纸板翘曲幅度愈小。
实验五﹕几种代表性白咭的吸水性
|
测试纸名称 |
克重 |
反面吸水性 (g/m²) |
印刷后反面吸水性(g/m²) |
反面过油后吸水性(g/m²) |
备注 |
|
山峰纸(浅底) |
350 |
29 |
28.5 |
9 |
吸水性测试时间为60S。 反面过油时光油粘度为12S。
|
|
山峰纸(褐底) |
350 |
60 |
57.2 |
21.8 | |
|
白鸽纸 |
400 |
31 |
27 |
9 | |
|
华丰纸 |
350 |
30 |
31.5 |
12.1 | |
|
HIQ |
350 |
64 |
61 |
20.1 | |
|
墨猫 |
350 |
344 |
352 |
63 |
从以上实验可以看出﹐山峰(浅底)﹑白鸽及华丰纸比较适合干燥天气使用﹐黑猫﹑HIQ及山峰(褐底)则不宜在天气干燥时使用。
实验六﹕山峰纸与黑猫纸性能比较
|
名称 |
定量 |
紧度 |
白度 |
反面吸水性(g/m²) |
备注 |
|
山峰纸 |
350g |
0.79 |
良好 |
34 |
因目前公司已开始用黑猫纸替代山峰印EPSON彩盒﹐故其潜在的问题不容忽视。 |
|
黑猫纸 |
350g |
0.80 |
较差 |
389 |
四﹑结论
1﹑通过以上一系列实验﹐我们可以总结出以下几个解决彩盒纸板的翘曲问题的规律﹕
i. 天气干燥时﹐选用白咭纸的反面吸水性越低﹐裱纸板后收缩的幅度就与见坑纸或瓦楞纸板越接近﹐因而彩盒纸板翘曲的程度就越轻微。
ii. 裱纸板时﹐所用胶水的固含量越低﹐白咭和见坑纸及瓦楞纸板吸收的水分越少﹐则纸板在天气干燥时收缩的幅度就越小﹐因而彩盒纸板翘曲的程度就越轻微。从多次实验得出的结果来看﹐胶水的固含量保持在24%以上时﹐裱出纸板的翘曲程度较轻。
iii. 尽可能采取直丝印刷﹐采取直丝印刷时不仅可以减少套印误差﹐而且因为短边为横丝方向﹐长边为直丝方向﹐其纸幅收缩的绝对值较横丝印刷要小得多﹐从而可以减轻翘曲的幅度。
iv. 裱后及时进行堆垛迭压可在一定程度上改善纸板翘曲。
2﹑参考改善方案﹕
|
改善点 |
标准 |
备注 |
|
白咭纸 |
白咭反面吸水性以不超过50 g/m²为宜。 |
本方案适合在相对湿度长期处于50%以下时使用。 若空气湿度在70%以上﹐则纸板的翘曲幅度很小﹐因而毋须采用本方案。
|
|
裱纸胶水 |
建议使用1101-A胶水﹐使用前加入60%的清水。尽量避免加入过多水而降低胶水的固含量。 | |
|
裱胶量 |
在确保不出现脱坑的情况下﹐尽可能减少胶水单位面积的用量。 | |
|
迭压 |
裱后对纸板进行迭压可以在一定程度上改善翘曲。 |






