

装订

装订
装订(bookbinding),将印好的书页、书帖加工成册,或把单据、票据等整理配套,订成册本等印后加工。书刊的装订,包括订和装两大工序。订就是将书页订成本,是书芯的加工,装是书籍封面的加工,就是装帧。
亦作“ 装钉 ”。把零散书页或纸张加工成本子,一般包括折页、订本、包封和裁切等过程。 清龙启瑞《上梅伯言先生书》:“先生及 伯韩 、 少鹤 皆二卷,而 少鹤 及同乡 苏虚谷之词,合鄙作共为一卷,凡十卷,今已装钉印行。”《二十年目睹之怪现状》第二一回:“只见他那屋里罗列着许多书,也有包好的,也有未曾包好的,还有不曾装订的。”鲁迅《书信集·致李小峰》:“﹝《两地书》﹞印后也不必装订,只要托装订局迭好,由我自己去订去。”
我国最早的书,是用皮带或绳子把写有文字的竹片、木片,连串成册,称为“简策”。
简策十分笨重,不易阅读。后来人们把写有文字的丝绢,按照文章的长短裁开,卷成一卷,有的还在丝绢两端配上木轴,便出现了“卷轴装”的书。
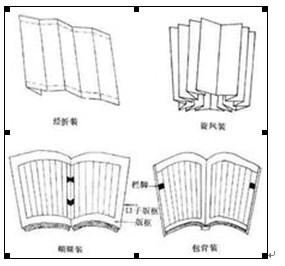
纸张发明以后,把文字写在纸张上,按照一定的规格,向左右反复折叠成长方形的册子,将前后两页粘上硬纸或较厚的纸,作为封面和封底。这种装帧最初用于佛教经典,故叫经折装。
经折装的书籍,最前面的一页和最后面的一页是分开的,将经折装的首、末两页粘连在一起,翻开阅读有风味来时,中间的纸页飞起,有如旋风,故名旋风装(参看图7-1)。
用以上两种方法装帧的书籍,翻阅时间长了,折叠处断裂,书页散落。到了宋朝,开始采用浆糊粘连或用丝线穿订的方法来装订书籍,出现了如图7-1中所示的蝴蝶装和包背装。
从明朝中期,开始有了线装书籍。线装书装订牢固、装帧美观、翻阅方便。
清朝以后,活字印刷逐渐代替了雕版印刷,印刷品的产量、品种不断增加,装订技术也得到了相应的发展,逐步从手工操作走向了机械化。现在,除了为保留我国民族传统,制作少量珍贵版本书和仿古书籍,采用线装外,主要的装订形式有平装和精装。装订的方法分为手工装订、半自动装订和使用联动机的全自动装订等。常见书籍的装订流程
平装是书籍常用的一种装订形式,以纸质软封面为特征。手工和半自动装订工艺流程为: 撞页裁切→折页→配书帖→配书芯→订书→包封面→切书
从裁切到订书为书芯的加工。
印刷好的大幅面书页撞齐后,用单面切纸机裁切成符合要求的尺寸。
裁切是在切纸机上进行的。切纸机按其裁刀的长短,分为全张和对开两种;按其自动化程度分为全自动切纸机、半自动切纸机。操作时,要注意安全,裁切的纸张、切口应光滑、整齐、不歪不斜、规格尺寸符合要求。
印刷好的大幅面书页,按照页码顺序和开本的大小,折叠成书贴的过程,叫做折页。
折页的方式,大致分为三种。
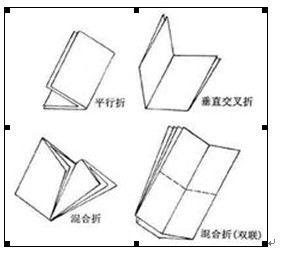
1.垂直交叉折页法
每折完一折时,必须将书页旋转90°角折下一折,书帖的折缝互相垂直。这种折页形式,操作方便,折数与页数有一定关系。
2.平行折页法
折出的书贴折缝互相平行,如图7-2所示。适用于折叠较厚纸张的书页,如少儿读物、画册等。
3.混合折页法
在同一书帖中的折缝,既有平行,又有垂直的折页方式来混合折页法。用机器折成的书帖大部分是这种形式。
目前,我国的印刷厂,大部分采用机械折页。折页机分为刀式折页机、栅栏式折页机和栅刀混合式折页机,有全张和对开两种。
刀式折页机,是采用折刀将纸张压入旋转着的两个折页辊的横缝里,通过两个辊与纸张之间的摩擦力来完成折页过程。这种折页机可以折全张的印张,折页精度高,但占地面积大。
栅栏式折页机,是使运动的纸张,通过折页辊沿着栅栏往前运动,直至档板,在折面辊的摩擦作用下,纸张被弯曲折叠。这种折页机,折页速度快,占地面积小,但不适合折幅面大、薄而软的纸张。
同一台折页机,是由刀式和栅栏式组合而成,叫做栅刀混合式折页机。这种折页机的折页速度比刀式折页机快。
此外,书刊卷筒纸印刷机,一般都会设有折页装置。
把零页或插页按页码顺序套入或粘在某一书帖中。
把整本书的书贴按顺序配集成册的过程叫配书芯,也叫排书。有套帖法和配帖法两种。
1.套帖法
将一个书帖按页码顺序套在另一个书帖里面或外面,形成两贴厚而只有一个帖脊的书芯。该法适合于帖数较少的期刊、杂志。
2.配帖法
将各个书帖按页码顺序,一帖一帖地叠摞在一起,成为一本书刊的书芯,供订本后包封面。该法常用于平装书或精装书。
配帖可用手工,也可用机械进行。手工配帖,劳动强度大、效率低,还只能小批量生产,因此,现在主要利用配帖机完成配帖的操作。
配帖机的工作是将书帖按顺序放在传送带上,依次重叠,完成书芯的配帖。
为了防止配帖出差错,印刷时,每一印张的帖脊处,印上一个被称为折标的小方块。配帖以后的书芯,在书背处形成阶梯状的标记,检查时,如图7-6所示,只要发现梯档不成顺序,即可发现并纠正配帖的错误。
将配好的书帖(一般叫毛本)撞齐、扎捆,除了锁线订以外,在毛本的背脊上刷一层稀薄的胶水或浆糊,干燥后一本本地批开,以防书帖散落,然后进行订书。
把书芯的各个书帖,运用各种方法牢固地连结起来,这一工艺过程叫做订书。常用的方法有骑马订、铁丝钉、线订、胶粘订等四种。
通过折页、配帖、订合等工序加工成的书芯,包上封面后,便成为平装书籍的毛本。
包封面也叫包本或裹皮。手工包封面的过程是:折封面、书脊背刷胶、粘贴封面、包封面、抚平等。现在除畸形开本书外,很少采用手工包封面。
机械包封面,使用的是包封机,有长式包封机和圆式包封机。
机械包封机的工作过程是:将书芯背朝下放入存书槽内,随着机器的转动,书芯背通过胶水槽的上方,浸在胶水中的圆轮,把胶水涂在书芯脊背部、靠近书脊的第一页和最后一页的订口边缘上。涂上胶水的书芯,随着机器的转动,来到包封面的部位,最上面一张封面被粘贴在书脊背上,然后集中放入烘背机里加压、烘干,使楸称秸??
平装书籍的封面应包得牢固、平服,书背上的文字应居于书背的正中直线位置,不能斜歪,封面应清洁、无破损、折角等。
把经过加压烘干、书背平整的毛本书,用切书机将天头、地脚、切口按照开本规格尺寸裁切整齐,使毛本变成光本,成为可阅读的书籍。
切书一般在三面切书机上进行。三面切书机是裁切各种书籍、杂志的专用机械。三面切书机上有三把钢刀,它们之间的位置可按书刊开本尺寸进行调节。
书刊切好后,逐本检查,防止不符合质量要求的书刊出厂。

为了加快装订速度、提高装订质量,避免各工序间半成品的堆放和搬运,采用平装联动机订书。
1.骑马装订联动机
骑马装订联动机也叫三联机。它由滚筒式配页机、订书机和三面切书机组合而成。能够自动完成套帖、封面折和搭、订书、三面切书累积计数后输出,配备有自动检测质量的装置。
骑马装订联动机,生产效率高,适合于装订64页以下的薄本书籍,如期刊、杂志、练习本等。但是,书帖只依靠两个铁丝扣连结,因而牢固度差。
2.胶粘订联动机
无线胶订联动机,能够连续完成配页、撞齐、铣背、锯槽、打毛、刷胶、粘纱布、包封面、刮背成型、切书等工序。有的用热熔胶粘合,有的用冷胶粘合。自动化程度很高,每小时装订数量高达7000册,有的还要多。
精装书的封面、封底一般采用丝织品、漆布、人造革、皮革或纸张等材料,粘贴在硬纸板表面作成书壳。
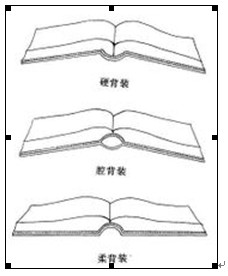
按照封面的加工方式,有书脊槽和无书脊槽书壳。书芯的书背可加工成硬背、腔背和柔背等,造型美观、坚固耐用。
精装书的装订工艺流程为: 书芯的制作→书壳的制作→上书壳
书芯制作的前一部分和平装书装订工艺相同,包括:裁切、折页、配页、锁线与切书等。在完成上述工作之后,就要进行精装书芯特有的加工过程。书芯为圆背有脊形式,可在平装书芯的基础上,经过压平、刷胶、干燥、裁切、扒圆、起脊、刷胶、粘纱布、再刷胶、粘堵头布、粘书脊纸、干燥等完成精装书芯的加工。书芯为方背无脊形式,就不需要扒圆。书芯为圆背无脊形式,就不需要起脊。
1.压平
压平是在专用的压书机上进行,使书芯结实、平服,提高书籍的装订质量。
2.刷胶
用手工或机械刷胶,使书芯达到基本定型,在下道工序加工时,书帖不发生相互移动。
3.裁切
对刷胶基本干燥的书芯,进行裁切,成为光本书芯。
4.扒圆
由人工或机械,把书脊背脊部分,处理成圆弧形的工艺过程,叫做扒圆。扒圆以后,整本书的书贴能互相错开,便于翻阅,提高了书芯的牢固程度。
5.起脊
由人工或机械,把书芯用夹板夹紧加实,在书芯正反两面,接近书脊与环衬连线的边缘处,压出一条凹痕,使书脊略向外鼓起的工序,叫做起脊,这样可防止扒圆后的书芯回圆变形。
6.书脊的加工
加工的内容包括:刷胶、粘书签带、贴纱布、贴堵头布,贴书脊纸.
贴纱布能够增加书芯的连结强度和书芯与书壳的连结强度。
堵头布,贴在书芯背脊的天头和地脚两端,使书帖之间紧紧相连,不仅增加了书籍装订的牢固性,又使书变得美观。
书脊纸必须贴在书芯背脊中间,不能起皱、起泡。
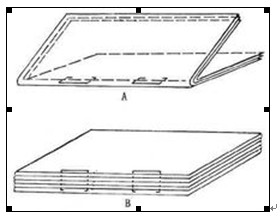
书壳的制作
书壳是精装书的封面。书壳的材料应有一定的强度和耐磨性,并具有装饰的作用。
用一整块面料,将封面、封底和背脊连在一起制成的书壳,叫做整料书壳。封面、封底用同一面料,而背脊用另一块面料制成的书壳,叫做配料书壳。
作书壳时,先按规定尺寸裁切封面材料并刷胶,然后再将前封、后封的纸板压实、定位(称为摆壳),包好边缘和四角,进行压平即完成书壳的制作。由于手工操作效率低,现改用机械制书壳。
制做好的书壳,在前后封以及书背上,压印书名和图案等。为了适应书背的圆弧形状,书壳整饰完以后,还需进行扒圆。
把书壳和书芯连在一起的工艺过程,叫做上书壳,也叫套壳。
上书壳的方法是:先在书芯的一面衬页上,涂上胶水,按一定位置放在书壳上,使书芯与书壳一面先粘牢固,再按此方法把书芯的另一面衬页也平整地粘在书壳上,整个书芯与书壳就牢固地连结在一起了。最后用压线起脊机,在书的前后边缘各压出一道凹槽,加压、烘干,使书籍更加平整、定型。如果有护封,则包上护封即可出厂。
精装书,装订工序多,工艺复杂,用手工操作时,操作人员多、效率低。目前采用精装联动机,能自动完成书芯供应、书芯压平、刷胶烘干、书芯压紧、三面裁切、书芯扒圆起脊、书芯刷胶粘纱布、粘卡纸和堵头布、上书壳、压槽成型、书本输出等精装书的装订工艺。
我国生产的JZX-01型精装书籍装订自动生产线由供书芯机、书芯压平机、刷胶烘干机、书芯压紧机、书芯堆积机、三面切机、扒圆起脊机、输送反转机、书芯贴背机、上书壳机、压槽成型机等单机,按上述顺序排列组成。
豪华装。豪华装也叫艺术装。豪华装的书籍类似精装,但用料比精装更高级,外形更华丽,艺术感更强。一般用于高级画册、保存价值较高的书籍。主要用手工操作完成。
线装书是用线把书页连封面装订成册,订线露在外面的装订方式。线装书加工精致,造型美观,具有我国独特的民族风格。
线装书全用手工装订,工艺流程为: 理纸开料→折页→配页→散作齐栏→打眼→串纸钉→粘面贴签条→切书→串线订书→印书根
线装书所用纸质软而薄,理纸困难。因此,将印张理齐,再按照折页的方法进行裁切。
线装书的书页,一面印有图文,一面是空白,书页对折后图文在外,占2个页码。有的书页在折缝印有“鱼尾”标记,折页时将鱼尾标记折叠居中,版框也就对准了。
先把页码理齐,然后逐贴配齐。配页时,一边配页,一边毛查,防止多帖、漏帖、错帖现象发生。
将书页逐张理齐,使书页达到齐正的工艺操作,称之为“散作”。逐张拉齐栏脚的过程叫“齐栏”。
线装书要打两次眼。第一次在书芯打2个纸钉眼,用来串纸钉定位。第二次是打线眼,是书芯与封面配好,并粘牢,再经三面裁切成光本书后,打四个或六个眼。
串纸钉是线装书装订的特有工序。纸钉用长方形的连史纸切去一角制成。纸钉穿进纸眼后,纸钉弹开,塞满针眼,达到使散页定位的目的。
串纸钉时,纸钉的头与尾需露在书芯的外面并且要摊平。
线装书的封面、封底是由两张或三张连史纸裱制而成。粘面时,先把少量的胶粘液涂在纸钉的头尾部分,然后将封面、封底粘在正确的位置上。
线装书的封面,一般为水青色或玉青色,封面的左上角贴有印好书名的签条,签条的设计及粘贴的位置,对书籍的造型有一定的影响。
一部由多册组成的书,将各册依次配成整部,再利用三面切书机裁切成为光本,这样就减少了整部书的裁切误差。
线装书的串线方式繁多。使用最多的是丝线,其次是锦纶线。
订好的书,要求平整、结实、线结不能外露,应放在针眼里。
在书籍的地脚切口部分印书名、卷次和册数字样,以便于查找。
用骑马订书机,将套帖配好的书芯连同封面一起,在书脊上用两个铁丝扣订牢成为书刊。采用骑马订的书不宜太厚,而且多帖书必须套合成一整帖才能装订(参看图7-7A)。
用铁丝订书机,将铁丝穿过书芯的订口,叫做铁丝平订
铁丝平订,生产效率高,但铁丝受潮易产生黄色锈斑,影响书刊的美观,还会造成书页的破损、脱落,适合订100页以下的书刊。
将配好的书帖,按照顺序用线一帖一帖的串联起来,叫做锁线订。常用锁线机进行锁线订。锁线订有平锁两种方式。
锁线订可以订任何厚度的书,牢固、翻阅方便,但订书的速度较慢。
用胶粘剂将书帖或书页粘合在一起制成书芯。一般是把书帖配好页码,在书脊上锯成槽或铣毛打成单张,经撞齐后用胶粘剂将书帖粘结牢固。
胶粘订的书芯,可用于平装,也可以用于精装。
装订文件是NetWare 4.x之前的NetWare操作系统的数据库文件,保存服务器的安全、记账、名字管理信息。它具有如下功能与特点:
网络上每个服务器维护各自的装订文件。
装订文件包括对象记录。对象是服务器实体,例如用户、组和服务器名字。
对象的属性称作“特性”。内容有口令、帐户限制、记账平衡、组员等。
特性的值保存在独立但相关的文件中。
装订文件包括SYS:SYSTEM目录下的两个文件:
NET$BIND.SYS保持有装订对象及特性信息。
NET$BVAL.SYS保持有特性的值。
装订文件是隐含的,备份者必须检查它们是否被备份了。另外还可以单独对它们进行备份。
装订文件对NetWare的操作非常重要,并且常常被引用。SYS:SYSTEM目录以及其中的装订文件应该位于最快的驱动器上,或者常驻Cache内存中。这需要保证服务器的内存足够大。
装订文件中的对象具有对象类型码,这些编码标识对象的类别。通过相应的应用程序,用户可以访问装订类型表,根据给定的名字查询相应的对象。这采用的是4字节ID码,一旦找到,对象的属性值用于确定对系统的访问或者能发生的动作类型。
装订文件有两个相关的NetWare实用程序:BINDFIX.EXE用于修复损坏的装订文件;BINDREST.EXE在BINDFIX.EXE修复不成功时,恢复装订文件到修复前的状态。






