对众多纸箱企业来说,切入工业4.0,其核心内容应是制造流程和信息化的充分融和。如何实施?除了对设备进行信息化的改造外,对工厂物流系统的升级和信息化改造也必须同步进行。以下介绍的是国外先进的纸箱企业的自动输送系统:
纸箱厂完全实现原纸卷的自动输送还是近十多年来的事情。至今,很多纸箱厂都已安装了这样的系统。整个行业对这个系统的兴趣不断上升,并且人们也认识到没有原纸卷输送及装卸系统,不管在湿部有没有配备额外的设备,瓦线都很难有效地运行。
自动输送系统可对纸箱厂带来如下成本节省:
-
减少人工成本;
-
由于原纸卷更换时间加快,且能够在瓦线运转的同时自动地装载到原纸架上而不损坏纸芯,使得待料时间显著缩短;
-
对原纸卷外层、纸芯和靠近纸芯的内纸层的损坏减少因而可减少原纸损耗;
-
抱车使用量及其维护费用减少,由此引起的污染、风险和灾害减少。
瓦楞纸板车间三种常见的布局图
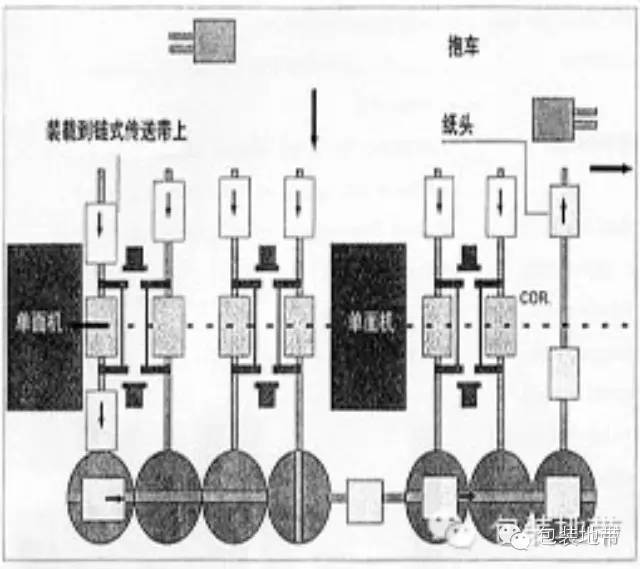
上图纸卷输送图1中显示的是一个常见的输送系统的示意图,并显示了一些使用上的差异。有的纸箱厂使用传输车,但都使用槽形板链式传送带和转盘。
抱车驾驶员依据装在抱车上的显示器的指示,将原纸卷从纸卷仓库中夹出,该显示器通过无线设备与原纸仓储电脑管理系统连接起来。原纸卷被放在嵌在地板上的槽形板链式传送带上,然后由这个传送带带到中央纸卷备料台,在这里对原纸卷条形码进行扫描并将读取的资料传送到输送系统的程控电脑上。
中央备料台有一台专用设备,可自动剥离原纸卷的打包带,且不会损坏原纸卷。原纸卷在原纸架装载位置及原纸的展开方向要放在最后决定。在纸卷仓储区的地坑上运行的输送车将原纸卷取出,然后将其放到槽形板链式传送带上,并传送到指定的原纸架装载位置。原纸卷装到原纸架正中间,然后被平行或垂直放到传送带上,传送带调整原纸卷的筒芯位置以便夹头正好夹住纸卷两端而不损害纸芯。最新的有连杆臂的原纸架就不需要费这样的周折了。
用完后,原纸架自动将零散纸卷或纸芯放到传送带上,纸卷夹头脱离纸芯,再通过转盘输送到一条逆向的板链式传送带上。最后由传送带将纸卷送进输送车然后带回仓库。
未用完的纸卷由接纸机上的电脑测算出其长度。并重新打印新的条形码贴附在纸卷上。这个条形码涵盖内容包括该纸卷的等级、幅宽、剩余长度和原纸卷的生产、运输和使用记录等。
通过管理计算机的指令,原纸卷由射频连接的抱车(或者是自动起重机)带到原纸库里指定的储存位置。
当然,从纸卷仓储区到瓦线区,原纸卷的布局安排和输送设备有多种选择。例如下图原纸卷输送图2显示的是一个简化的布局,中间没有纸卷备料台也没有输送车。选取的原纸卷直接放到槽形板链式传送带上进入原纸架,没用完的纸头由传送带和转盘送到方便提取的地点。
原纸卷输送图3又有不同,它将传统的嵌地入式台车和连续的槽形板链式传送带结合在一起,将纸头的回收和原纸卷的送料完全分离。
抱车将备用原纸卷放在嵌地式台车上或放在抱车附近的地板上。由于动力台车是自动装卸系统的一部分,每一个等待装载的原纸卷不会阻碍原纸架上纸卷的卸载。
用过的原纸卷被移放到台车上,然后由操作人员手工或者用滚轮移动装置将其移到槽形板链式传送带上,当输送到转盘上时旋转90度,再到达和瓦线中心线平行的目的地传送带上。在这个传送带的末端,一个倾斜设备将原纸卷放到一个倾斜坡面上,然后抱车将所有的原纸卷带走。
这个原纸卷输送系统的主要构成包括一个原纸卷备料台、槽形板链式传送带、配有传送带的转盘、配有传送带的输送车、原纸架进纸传送带、纸卷夹取区可调式传送带、条形码扫描仪、所有与控制器和测量感应设备相匹配的打印机。
从瓦线维护的角度讲,轻型叉车不会对板链式传送带造成损害,但如果是重型叉车,就须在传送带上放上活动盖板。我们的目标则是尽可能避免叉车运输在瓦线区域的使用,因为它们不仅是纸箱厂内造成员工伤害事故的罪魁祸首,也是设备损坏的主要原因,而且使工厂卫生状况不佳。
这些系统通过与PC或其他资料管理电脑相联的PLC进行操控,以实现系统内的实时模拟图像显示。用来跟踪记录厂区活动的光电元件被安装于厂房地板之下,这样即可保护其不受损害,又不至于妨碍员工的操作。


















