1
模切常见的工艺类问题举例
1.1 模切起毛、起尘
问题原因:在模切时,经常会出现模切产品切边不光洁、起毛的现象,特别是离压痕线较近的一些切边处情况更为严重。这是由于在模切合压时,模切版上的胶条、压痕钢线对纸张产生了拉力,纸张在未被完全切穿时就被产生的拉力拉断,出现了毛边。
解决方法:首先要根据纸张选用不同类型的模切刀。模切刀包括直纹刀和横纹刀,两种纹路的刀锋又有高矮之分,刀锋形成的纹路和高矮不同,直接关系到模切质量和模切刀的使用寿命。在避免模切起毛方面,直纹刀比横纹刀好;在使用寿命方面,矮锋刀比高锋刀好。在模切覆膜卡纸时,应选用直纹高锋刀,且要求刀锋是磨制的,最好不要采用压凹凸一次成型工艺,否则压力太大会对模切产生很大影响;而在加工普通卡纸时宜选用矮锋刀,并根据纸张纤维的质量来确定刀锋的纹路。
对纤维较差或较粗的纸张应选用直纹刀,纤维质量较好的纸张可选用横纹刀,以提高模切刀的使用寿命。北京科雷阳光印刷技术有限公司
其次,还可以在离压痕钢线较近的模切刀处贴 60°的拱形胶条,减小模切合压时此处的压痕钢线对纸张产生的拉力。如模切定量为 300g/m2 的纸张时通常选用 0.4mm×1.3mm、23.4mm 高的压痕钢线,如遇此故障则可以改用0.4mm×1.2mm、23.3mm 高的尖头压痕钢线,这样一来,减小了模切合压时对纸张的拉力,模切起毛问题基本可以得到解决。
1.2 关于模切用 PET 離型膜
▶ 使用 PET 离型膜经常会遇到的问题,主要是以下几个问题:
1)胶带与离型膜贴合后,剥离的时候有部分胶带反剥离,并发出啪、啪、的声响。
2)反剥离,该剥离的材料没有剥离。
3)冲切好放置一段时间后胶带与离型膜无法剥离。
4)离型膜表面很油,感觉离型层很容易脱落。
5)离型膜在放卷收卷过程中产生静电,吸附灰尘。
▶ 针对上述几个问题,一般有如下原因:
1)剥离时发生声响,一是离型力过大,其次就是涂布不均造成的结果。
2)反剥离主要是离型力搭配的不理想造成的,原因有 2 方面,其一,离型膜的出厂检验不严格,检验设备 不全,生产工艺不够稳定,使得相同型号的产品离型力相差过多。致使模切厂出于使用习惯用了他们以为的 离型力的离型膜。其二,离型层的耐候性不够,随着时间发生了巨大的变化。
3)与胶带贴好后无法剥离,一般是涂布不均的原因,有些离型膜漏涂比较严重的就会使得某一部位没有离 型效果,致使胶带无法剥离,圆刀的模切应该很忌讳这个问题。
4)离型面油腻主要是隔离剂的体系造成的,并非油腻的东西一定不好,事实上有些油腻的离型膜表面涂布 比较均匀,残余粘着率更好。但有些纯粹就是密着性不好,硅油容易脱落。这些也都是可以通过检测可以判 定的。
5)静电问题,一般除了物理方面的处理方法之外,化学方面的处理才是永久的,一般光电级的模切厂都有 无尘车间,也都有除静电的设备,问题不会很大。要求比较严格的,可以选择抗静电涂布的离型膜。
1.3 残胶---溢胶
残胶---溢胶在模切的产品中是我们经常遇到此问题;
状况:模切后切口边缘不平滑,有不规则胶状物。
发生原因:
1.模切深度未将胶面完全切穿,致废料以撕扯方式完成脱取.
2.模切过深;刀刃在切下时将胶切入台纸.此现象在不做转写时无法发现.
3.刃部角度过大(刃部磨损) 或过小;因胶带均有伸缩性,所以切入宽度越大,则刀刃受胶带挤压越大,经久模切后 有胶粘在刃部,再次模切时刃部胶与材料胶相互作用以致, 若角度过小,则在模切开后在易伸缩的特性和改变 平直状态的前提下,容易再次粘结.
4.有在刀模加垫泡棉做法的地方,若泡棉加垫过厚也可能导致此状况,因刀刃在抬起后,依然有泡棉作用于材料 上,将其重新挤压粘结.
2
材料搭配举例
1、如:白色 PET 加 3M 胶加透明薄膜,修出来后容易切不开,大多数人存在这个问题,解决的方法:过切量没问题的情 况,注意刀刃不要损伤,刃高度要保证。
2、白色 PET 加 3M 胶加麦拭,这个还比较容易解决,多数人修好刀具后在实切的时候容易出现拉丝,解决方法刀具刃高 不要出现亮点。
3、手机保护膜毛边问题,解决也不是很难,解决方法:保证切段刃修时候中间分,两侧角度光洁,直线度要高。这个要有 相当的一定基础才能修好。
4、迷你刀 说难也难说简单也简单,难在软,容易钝,用不了几天就会回来维修,容易叫经理产生矛盾。解决方法:装在 模切机上压力不要太大。
5、白色 PET 加胶加铜皮,或者铝皮。绣出来后适切的时候容易出现 PET 切横深,解决方法:保证刃不要出现亮点,刃两 侧光洁,角度要小。
6、白色 PET 加胶加泡棉,加透明薄膜。要求是薄膜不开泡棉开,PET 切横均匀。解决方法:刀具刃两侧光洁度高,刃宽 均匀,过切量设计完善。
3
模切工艺的审图过程
1.看正反面:这里的正反面并不是非要给产品定一个正面或是反面,我们在此要区分的是,客户使用产品时 , 首先使用的是哪一面?我们的产品是根据客户提供的设计图纸,来设计生产的工艺顺序的,这一点是首先要 弄明白的。通常客户需要首先使用的胶面是覆盖较轻的离型纸,这样方便客户取用。在双面胶产品中遇到有 耳朵或是有定位孔的,“正反面”的观念就会很容易混淆不清,简单的来解释说:所谓正面就是一个完整的 产成品摆在你面前你看到的这个面,能够清楚看出产品的形状的这个面就是所谓的正面,而看不到的另一个 面我们称为反面或是胶面。带耳朵的产品其反面是客户首先要用的面,它是正面朝上冲型出来的。而有定位 孔的,客户用时是拉去正面的较轻离型纸黏贴物件的,此时我们产品的正面是胶面,也有人称之为反面的。 总之我们要根据客户的图纸上所传递的信息来确定出,客户首先使用的那一个面。后继的设计工作才好开展 。
2.对产品有胶区域的分辨。这一步是要我们分清产品每个区域的特性,来决定我们的产品哪些地方要全断去 除或是不去除,哪些地方半断去除。全断区域通常是去除的,但也有为了客户操作时方便而不取出废料,起 到支撑的作用,半断去除废料,所留下的离型纸可以起到保护客户产品的作用,或是可保持产品的洁净。如 非如此,本着制程方便节省人工,可同客户沟通后改成全断。
3.尺寸极限。这里的尺寸极限是我们生产时遇到这类的尺寸无法用技术弥补或有很大的困难程度造成产能过 大损失的尺寸,如:1.5mm 以下的圆孔,1MM 以内的框距,该类尺寸刀模要有很高的精度,才能完成,小 圆孔冲型时很容易塞进产品废料,造成报废。间距很小时垫刀的泡棉容易压死而变得没有弹性,造成产品变 形,移位,或是溢胶,容易脱落等不良报废。目前因为技术关系圆孔刀模 1mm 以内的尚无法完成制作,内 外框间距要求最小 0.8mm 才能开出高低刀来,小于这个数值的须内外框跳开制作,这样就影响了其产品的 精度。但还能保证生产,最小间距跳开制作我们可以做到 0.4mm 左右,公差正负 0.05---0.1mm。
4.耳朵的添加及其位置。一般来说耳朵是否添加或是加在哪个位置,是要客户指定的。如果要我们自己来添 加,根据使用方便的原理我们说耳朵是加在产品右边靠上的区域。小产品加在中间位置即可。为了便于生产 , 耳朵应添加在边线的至高处,耳朵下的线要是直线,方向宜直不宜斜,太小不利于操作,太大浪费材料。耳 朵是无胶的,小小的耳朵可以影响产品的整个制程设计,特别是我们公司利用微分技术来处理耳朵上的废胶 , 可以节省大量的手工,这样就需要我们要特别注意“耳朵”这个环节。
4
模切机用途详细举例
大多数模切产品,您都不能直接在商场看到。但是,我们每天都要拿在手里,使用的东西中都使用到了本公 司的技术。模切产品涉及领域广泛,有 OA 机器、AV 机器、通信机器、汽车等。可能大家都没有注意到, 但是我们的确一直都在大家身边。OA 机器类零部件----复印机、复合机、打印机等使用于复印机的纸张导 轨、静电气去除部件、墨粉过滤器和打印机内的吸墨部品等处。进行包括单品到模块装置的精密生产。
AV 机器类零部件----等离子.液晶电视机、数码相机、MD、音响、游戏机等生产加工的零部件能够广泛使用 于机器内部的绝缘部分、垫圈、海绵、屏蔽用零部件、开关面板、标牌等。PC 类零部件----笔记本电脑、台 式电脑、服务器等 使用于机器内部的绝缘部分、屏蔽用零部件和散热板处、标牌和铭板音响防尘网罩。
配合顾客的需求,在无尘室内进行硬盘相关零部件等的生产加工。
手机类零部件----手机等使用于液晶周边零部件和话筒防尘网罩、屏蔽材、遮光片、接着用双面胶等处。完 成轻薄短小、性能高超的超精细加工作业。液晶.背投灯类零部件----摄影机、PDA、汽车追踪定位器等使用 于液晶类的光学薄膜、背投灯元件处的反射板、扩散片、遮光胶带等处。进行无尘室内的无灰尘化微细加工 。
汽车类零部件----内装品、外装品等使用于表盘面板类零部件、车厢用垫圈?海绵材、镜子及制动器类零部件 等处。
当然,还有其他的传统的纸箱模切,烟标模切等等,欢迎大家补充.特别是将来能应用于朝阳行业的模切产品,如 太阳能等.
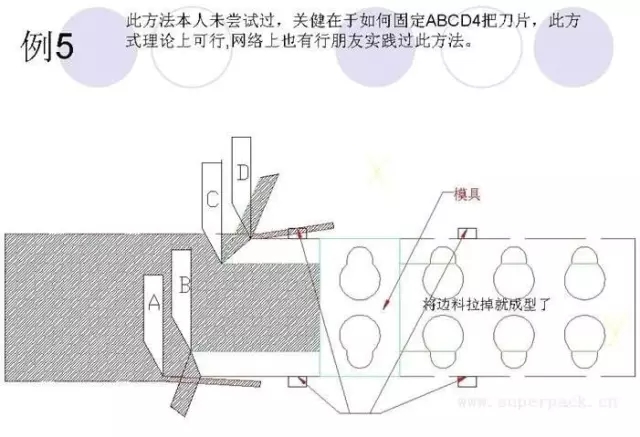
4.2 模切行业的几个经典案例
目前模切行业也就以下几种典型案例: